
1



Liaoning Haitai Scientific and Technological Development Co.,Ltd
Marketing office:31-floor 1 unit building No.1 Poly Ray New City, Wanghua District Fushun, Liaoning Province, China. Fctory: No.38 Qingtaizi Road, Shenfu New District, Liaoning Province, China
Post Code:113122 E-mail:sales@chinacatalyst.com
辽ICP备2022002379号-1 Powered by 300.cn ShenYang Mobile E-mail



TUTORIAL: LIGHT NAPHTHA ISOMERIZATION(3)
Sulfated Zirconia Catalysts
Sulfated zirconia catalysts can vary, but typically have activities between zeolitic and chlorided alumina. UOP’s first generation of sulfated zirconia catalyst, LPI-100™ catalyst, was commercialized in 1996. In 2003 UOP introduced its second generation, PI-242™ catalyst, which approaches the activity of chlorided alumina catalysts. Sulfated zirconia catalysts are tolerant of moderate levels of oxygenates in the feed and in the makeup gas, like water and CO, eliminating the need for driers. These catalysts do not require a halide promoter, so there is no chloride injection or caustic scrubber. Sulfated zirconia catalysts are fully regenerable using a simple oxidation procedure comparable to the procedure used for zeolitic
based isomerization catalysts. These properties make PI-242 catalyst an ideal candidate for the conversion of existing fixed-bed reforming units or for increasing the capacity or performance of older zeolite based units. This catalyst has also been chosen for new unit designs where the full performance benefit of the chlorided alumina based catalysts is not required or where there is a concern about feed contaminant levels.
Benzene Saturation Catalysts For saturation of benzene in light naphthas, the most commonly used catalysts are either nickel or platinum based catalysts. UOP recommends platinum based catalysts. Platinum-based catalysts are not permanently poisoned by sulfur upsets and will saturate benzene with very little cracking of the naphtha to light ends, consuming minimal hydrogen. Over 25 years ago UOP commercialized H-8™ catalyst, an alumina supported platinum catalyst. This catalyst is used in UOP’s BenSat™ process. Because of the increasing price of platinum and the unique demands of motor fuel benzene saturation, UOP introduced H-18 catalyst in 2007, an alumina supported catalyst with significantly less platinum than H-8, which also allows smaller catalyst volume.
Process Flow schemes
There are a variety of flow schemes used commercially for light naphtha isomerization. The choice of which to use depends on the feed composition, desired product octane, and available capital. Hydrocarbon-once-through flow schemes produce isomerate with research octane numbers ranging from 78 to 85 depending on the catalyst system and feed composition. Hydrocarbon-recycle flow schemes deliver increased octane but lower yield by recycling lower octane components back to the reactor section inlet using fractionation or molecular sieve adsorption. Net product research octane numbers range from 87 to 93 depending on flow scheme, catalyst system, and feed composition.
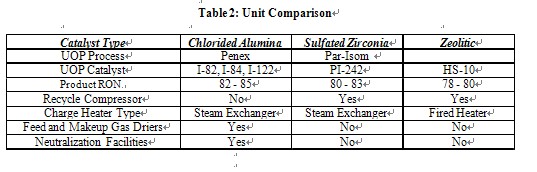
A process is offered by UOP for each of the three catalyst types, as shown in Table 2. For once-through hydrocarbon flow schemes the chlorided alumina PenexTM process has the highest octane product and highest product yields. The Penex unit is the most widely used process in commercial operation today.
The Par-IsomTM process utilizes PI-242 catalyst. This sulfated zirconia catalyst is more resistant to contaminants than chlorided alumina but achieves a somewhat lower product octane and yield. Oncethrough hydrocarbon units using a zeolitic material such as UOP’s HS-10 catalyst have the lowest product octane and yield of the three types.
Fractionation is the most popular method to recycle low octane components, especially deisohexanizer (DIH) and deisopentanizer (DIP) columns. Adsorptive separation units such as the liquid phase UOP MolexTM process or vapor phase UOP IsoSivTM process are also used to recycle hydrocarbons to the reactor. It should be noted that flow schemes which recycle normal pentane will yield a higher vapor pressure net product because of the increased isopentane content of the isomerate product.
More detailed discussions of the various flow schemes and their advantages can be found in previous publications.1,2
Economics
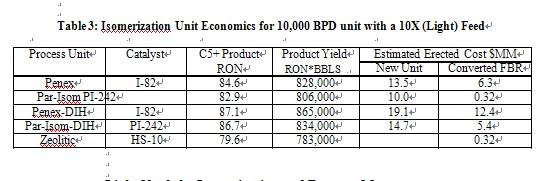
The performance and economics of typical Penex, Par-Isom, Penex with a DIH column (Penex-DIH),Par-Isom with a DIH column (Par-Isom-DIH), and Once-Through Zeolitic units are compared in Table 3. The values are for a 10,000 BPD unit with a 10X feed, which is considered light. Studies with high X,heavier feeds have shown the same relative results.
Chlorided alumina units have the best performance but also the highest Estimated Erected Cost (EEC). In spite of the higher cost Penex units typically have the highest return on investment and profitability of the three types of process units. A Par-Isom unit provides somewhat lower performance but also has a lower EEC which is only about 75% that of a Penex unit. The Par-Isom-DIH unit has nearly the same octane product as a Penex-DIH because the lower activity of the sulfated zirconia catalyst can be compensated for with a larger recycle of low octane hydrocarbons from the column. The lower product yield with the Par-Isom-DIH flow scheme compared to the Penex-DIH is due to the cracking activity of the catalyst and is magnified by the larger hydrocarbon recycle stream.
Zeolitic catalyst units are rarely chosen for new isomerization projects because of their relatively poor product octane and yield and high operating and new unit construction costs.
A common way to meet processing needs and reduce EEC is to convert another type of unit to a Light Naphtha Isomerization unit. The most popular conversion is of a fixed bed reforming (FBR) unit, and EEC values for this type of conversion are included in Table 3. The reactors, recycle compressor,stabilizer, separator, and most heat exchangers can be employed in the new process flow scheme.
Conversion of a FBR to a Par-Isom unit requires only minor piping and control system changes. Conversion to a Penex unit would require the addition of feed and makeup gas driers as well as a net gas neutralization section.
Light Naphtha Isomerization and Benzene Management
The U.S. Environmental Protection Agency MSAT II (Mobile Sources Air Toxics Phase 2) regulations will require decreasing the annual average U.S. gasoline pool benzene content to 0.62 vol% as of January 1, 2011 for most refiners. This is considerably lower than the current limit of 1.0 vol% for Reformulated Gasoline (RFG). Light naphtha isomerization is expected to play a key role in gasoline benzene management to meet the new specifications.
Many refiners are already routing benzene and benzene precursors to a light naphtha isomerization unit via the overhead of the their naphtha splitter columns to avoid sending them to the reforming unit. While this approach can reduce gasoline benzene to less than 1.0 vol%, in many cases it will be insufficient to meet the new 0.62 vol% benzene specification. To further reduce benzene many refiners will need to consider adding a reformate splitter column and sending the benzene containing light reformate for further processing. An existing light naphtha isomerization unit may well be able to handle the light reformate as an additional feed stream. This approach will not only reduce the benzene but will also help recover the octane lost from saturating the benzene. If the new isomerization unit feed contains more than about 5 - 7% benzene, the exotherm across the isomerization reactor section may be too high and a benzene saturation reactor may be required upstream. For the Penex process this combination is known as the PenexPlusTM process, which can handle as much as 30% benzene in the feed. The PenexPlus process can help refiners optimize their platinum inventory. The presence of aromatics will inhibit isomerization reactions, so feedstocks that have had the benzene saturated upstream of the isomerization reactors will need less platinum on the isomerization catalyst. A benzene saturation reactor can also be installed upstream of a Par-Isom unit. Sending a high benzene feed to a zeolitic catalyst unit, even with a preceding benzene saturation reactor, is very problematic due to this catalyst’s extremely poor performance with very high X-factor feeds.
For those refiners long in octane and with no existing light naphtha isomerization unit, a stand-alonebenzene saturation unit such as the UOP BenSat process can be employed. High levels of benzene in thefeed (up to 30%) can be handled with virtually complete benzene saturation if needed.
Conclusions
Light naphtha isomerization has played an important part in gasoline production for many years, and it will continue to be a key process in helping refiners meet new gasoline formulation challenges, particularly reducing benzene content while maintaining octane. New developments in catalysts and processes will help to maintain its role in producing a high octane, non-aromatic, low sulfur gasoline blending stream.
The paraffin isomerization reactions are unusual among refinery processes in being equilibrium limited,with the equilibrium favored by lower temperatures. In addition the catalysts are very effective atsaturating aromatics including benzene, making the process an important option in meeting the upcomingMSAT II regulations.
The three types of catalysts and many different flow schemes give great flexibility in providing a processwhich can meet a refiner’s need for producing octane-barrels and reducing benzene while fitting withincapital and operating cost targets.
References
1.
2.
3.
4.
5.
6.
Hunter, M.J. (2003), “Light Naphtha Isomerisation to Meet 21st Century Gasoline Specifications”, OIL GAS European Magazine, February Kuchar, P.J. and others (1993), “Paraffin Isomerization Innovations”, Fuels Processing Technology, 35, 183-200 J. Meister, T. Crowe, D. Banks, W. Keesom and M. Stine, “Gasoline Production in the Post Energy Bill, Benzene Restricted World,” 2005 NPRA Annual Meeting, AM-06-39.
G. C. Anderson, R. R. Rosin, M. A. Stine, and M. J. Hunter, “New Solutions for Light Paraffin somerization”, 2004 NPRA Annual Meeting, AM-04-46. V. M. Godfrey, R. R. Rosin, J. G. Vassilakis, “Advances in Light Naphtha Catalysts, Optimizing Precious Metal Investment”, Hydrocarbon Engineering, March 2007.
Richard R. Rosin, Chris J. Anderle, Gary C. Sturtevant, “Optimizing Your Naphtha Complex in a Low Benzene World”, 2007 NPRA Annual Meeting, AM-07-46.